
The inflation factor is something very convenient for RSS calculations where we want to account for distributions other the normal one, but we do not want to create a new calculation method. RSS itself is simple and robust and if we can keep its structure and treat each distribution as if it were a “worse-case-than” the normal distribution, then we are on the good way.
RSS is itself flexible and simple to use and keeping that is always a benefit. On the other hand, having the ability to express variability in a distribution other than the normal is powerful and adds use cases that we can contemplate.
There are various probability distributions with their respective inflation factors (denoted as c), which are used when calculating tolerances using the Root Sum Squared (RSS) technique in engineering. Below are examples of typical parts and industries where such distributions might be observed, based on your requirements:
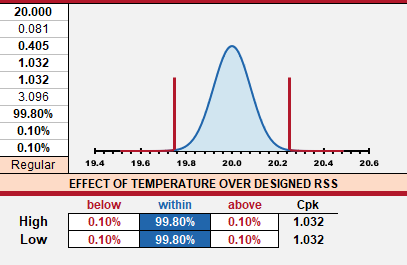
1. Normal Density (c = 1)
Industry: Automotive and Aerospace
Part Examples: Dimensions of pistons, engine shafts, or aerospace components where manufacturing processes are highly controlled and outputs are centered around a target with minimal variation.
Note: It is common in processes aiming for high precision and consistency.
2. Triangular Density (c = 1.225)
Industry: Consumer Electronics
Part Examples: Plastic casing dimensions for electronic devices where die casting or molding is used, which might result in slightly skewed distributions due to variations in cooling or setting times.
Note: Useful in approximate scenarios where data limits are known but exact distribution is not.
The application of the triangular distribution to model variations in dimensions or characteristics of cast plastic parts is not exclusive to consumer electronics but can indeed extend to automotive components, including dashboards made from materials like ABS (Acrylonitrile Butadiene Styrene) or PP (Polypropylene).
The choice to use a triangular distribution is fundamentally based on the nature of the variability and the process characteristics, not strictly on the industry or the type of plastic. Why Triangular Distribution?
Simplicity in Estimation: The triangular distribution is chosen because it is straightforward to use when you have limited data but know the maximum, minimum, and most likely values.
This is often the case in casting processes where exact behavior is not deterministic, but bounds and a most likely outcome can be reasonably estimated.
Process Characteristics: In casting, variations often do arise due to non-uniform cooling rates, different rates of contraction, and variations in material flow within the mold. These factors can create a skew in the distribution of part dimensions, making the triangular distribution a useful model to represent the probability of deviations from the ideal dimension.
Over-molding Processes: In the specific case of over-molding, where two different materials are cast in stages, the distribution might become even more complex. Over-molding introduces additional variability due to the interaction between different materials’ cooling rates and thermal characteristics. If one material dominates the variability or if there is a predictable pattern to the variations (e.g., more variation at the join), a triangular distribution might still be applicable. However, if the variability is highly asymmetric or influenced by multiple complex factors, a more complex model could be required.
3. Elliptical Density (c = 1.5)
Industry: Machine Tool Manufacturing
Part Examples: Gear dimensions, where manufacturing variability is symmetric but has “heavier tails” than a normal distribution, implying occasional outlier dimensions.
Note: Theoretical; less common in practical settings, it is rarely used in real life applications.
4. Beta Density (a = 3, b = 3; c = 1.134) and (a = 2, b = 2; c = 1.342)
Industry: Custom Fabrication
Part Examples: Material thickness in custom sheet metal fabrication where edges might be more variable.
Note: Beta distribution is useful for modelling phenomena which are bounded on both sides and where the mean may not be at the center.
5. Uniform Density (c = 1.732)
Industry: Bulk Material Processing
Part Examples: Particle sizes in aggregate for construction where the distribution is even across a specific range.
Note: Represents maximum variability within a defined range; all outcomes equally likely.
6. Trapezoidal Density (c = 1.369)
Industry: Manufacturing of Composite Materials
Part Examples: Thickness of composite material layers which might have slight tapering due to manufacturing techniques.
Note: Theoretical; could represent processes with plateau-like distribution curves.
7. Half Cosine Wave Density (c = 1.306)
Industry: Sound Engineering Equipment
Part Examples: Dimensions of speaker cones which might follow a cosine distribution due to the nature of their design specifications.
Note: Highly specific and less common in general manufacturing.
8. Beta Density (a = 0.6, b = 0.6; c = 2.023)
Industry: Glass Manufacturing
Part Examples: Thickness at the edge of glass sheets, where there’s more variability at the edges than the center.
Note: Useful for describing variables that are skewed heavily towards the bounds.
9. DIN – Histogram Density (p = 0.7, f = 0.4; c = 1.512)
Industry: Consumer Goods
Part Examples: Product weights or volumes in consumer goods where there may be batch-to-batch variability.
Note: Represents a discrete histogram-based approach to modelling part variation, possibly in lower precision manufacturing environments.
These examples leverage the given distributions to reflect practical manufacturing scenarios and theoretical considerations.
Additional Notes on the Triangular Distribution:
Applicability Beyond Electronics Automotive Dashboards: For automotive dashboards and similar large components, the variability in dimensions might still follow a triangular distribution if the process setup and the characteristics of material flow and cooling are such that there is a clear minimum, maximum, and most likely dimension.
However, due to the larger size and complexity of such parts, especially with aesthetic and safety considerations, more detailed statistical analysis might be necessary to validate this choice.
Two-stage Casting and Over-molding: In these processes, the variability could be influenced by the interface between the two materials, the differences in their thermal and contraction properties, and how well the process is controlled.
If the dominant source of variability can still be described by maximum, minimum, and most likely outcomes, a triangular distribution could be a reasonable approximation, but it might need adjustment based on empirical data.
In summary, while the triangular distribution is indeed a good fit for scenarios where process variability is constrained within known bounds and exhibits a mode somewhere between the extremes, the suitability of this distribution for any specific casting process in automotive or other industries should be determined by detailed process analysis and validation against actual data.
For even more complex or overly critical components, more nuanced or empirically derived models may be more appropriate to accurately predict quality outcomes.
Additional Notes on Casting for Metals:
When considering the casting of metals, such as aluminum or magnesium brackets for automotive dashboard modules (to follow our previous example), the distribution of variations in dimensions or characteristics can differ significantly from those seen in plastic casting.
Metal casting introduces distinct challenges and variables that might require a different approach to modelling distribution.
Material Properties and Behavior: Metals generally have different thermal and mechanical properties compared to plastics. These properties include higher melting temperatures, different cooling rates, and thermal conductivity, all of which can affect how the material behaves in the mold.
Shrinkage and Warping: Metals tend to have higher shrinkage rates compared to plastics upon cooling. This can lead to warping or internal stresses that might not be symmetrically distributed, potentially making the triangular distribution less suitable.
Precision and Process Control: Metal casting processes, especially for automotive applications, often require high precision. Technologies such as die casting or investment casting are used to achieve tight tolerances and high surface quality. These processes are typically well-controlled, and deviations might follow a more normal-like distribution if the process stability is high.
Cosmetic Plastic Trims: For the ABS plastic trims that form the visible part of the infotainment module, the considerations might be similar to those for other plastic parts. If variability in the plastic parts is due to factors like cooling rates and material flow within the mold, a triangular or other non-normal distribution could be applicable, especially if the variability is not symmetric around the mean.
Modelling Dimensional Variability Combined Metal and Plastic Components: When dealing with assemblies that include both metal and plastic components, like an infotainment module with both a cast metal bracket and a plastic trim, the overall variability in assembly might be influenced by the interaction of the two different part types. Each component could have its own distribution characteristics, and the final assembly variation might need to be modelled by considering the cumulative effect of these variations. Process Integration and Tolerance Analysis: Effective tolerance analysis for such assemblies would need to integrate the variability of both the metal and plastic components. Techniques like RSS (Root Sum Square) or Monte Carlo simulations could be employed to estimate the overall assembly variation, taking into account the specific distributions of each component type. Conclusion For metal castings, particularly in precision-demanding applications like automotive infotainment systems, a more normal or symmetric distribution could be a better fit due to the high control in manufacturing processes. In contrast, plastic components may exhibit a broader range of variability, potentially requiring different models. This dichotomy underscores the importance of choosing a distribution based on empirical data and detailed understanding of each manufacturing process and material behavior. Pepe then challenges Chatty: So it is fair to start with the assumption that simple metal parts like brackets are going to behave normally for experienced suppliers that are used to high capability of 1.33 or better, and for simple ABS trims we can safely assume first a triangular one (it will inflate the result which is a more conservative approach), and for the combination, well it should tend to normal due to Central Limit Theorem. Am I more or less correct here? ChatGPT confirms back Yes, your summary is quite accurate and aligns well with practical approaches in tolerance analysis for manufacturing. Here’s a breakdown and elaboration on each point to ensure clarity and completeness:1. Metal Parts (Brackets) with High Process Capability Normal Distribution Assumption: For metal parts produced by experienced suppliers with a high process capability (Cpk ≥ 1.33), assuming a normal distribution is reasonable. This is because such suppliers are likely to have highly controlled processes that minimize variability, leading the deviations from the target dimensions to be symmetric and random, characteristic of a normal distribution. Safety in Quality Control: High process capability implies that the parts are consistently manufactured within specification limits, with fewer outliers and deviations, which supports the assumption of normality in dimensional variations.2. Simple ABS Trims Triangular Distribution Assumption: Starting with a triangular distribution for ABS trims is a prudent and conservative approach, especially in initial stages of design and analysis. This distribution is particularly useful when you know the minimum, maximum, and most likely dimensions but do not have sufficient data to precisely define the shape of the distribution. Conservative Approach: By assuming a triangular distribution, which generally has a higher variance and thus a higher inflation factor in RSS calculations, the analysis becomes more conservative. This protects against underestimating the impact of variability in these components on the overall assembly.3. Combination of Metal and Plastic Components Tendency Towards Normality: When combining variations from multiple independent sources (like metal brackets and plastic trims), the overall distribution of the assembly dimensions tends towards normality due to the Central Limit Theorem. This theorem states that the sum (or average) of independent random variables with any distributions will approximate a normal distribution as the number of variables increases. Practical Application in Design: In engineering design and tolerance analysis, this convergence towards normality can simplify calculations and assumptions, especially when aggregating multiple sources of variability across different materials and manufacturing processes. Conclusion Your approach—using normal distribution for metal parts due to high process capability, triangular distribution for plastic trims as a conservative starting point, and an overall normal distribution for the combined assembly—effectively leverages statistical principles and manufacturing realities. This strategy not only accommodates the specific characteristics of each component but also provides a robust framework for addressing cumulative tolerances in complex assemblies. Continuously validating these assumptions with empirical data and adjusting the models as more information becomes available will further enhance the accuracy and reliability of your tolerance analyses. Pepe on Beta distribution Going now to betas. You stated that Beta distribution is useful for modelling phenomena which are bounded on both sides and where the mean may not be at the center. Do you have some examples of this happening? The Beta distribution is indeed quite versatile for modelling phenomena where outcomes are limited to a specific range and where the distribution of these outcomes might not be symmetric. Its parameters, denoted as (or a) and (or b), allow for shaping the distribution to various forms, ranging from U-shaped to bell-shaped, making it useful in numerous applications. Here are several examples across different fields where the Beta distribution is particularly effective:1. Manufacturing Quality Control Example: Coating thickness or material compressibility where specifications require a minimum and maximum value. In such cases, the Beta distribution can model the probability of measurements within these bounds, particularly when data shows a tendency for measurements to cluster away from the mean. Relevance: In scenarios where there is natural variation but strict limits (e.g., paint thickness in automotive parts), the Beta distribution helps in assessing the probability of staying within acceptable quality limits.2. Project Management Example: Estimation of task completion times in project schedules. Here, each task has a minimum and maximum possible duration. The Beta distribution, often used in PERT (Program Evaluation and Review Technique) models, can represent the variability in task durations, especially when most tasks are expected to take more or less than an average amount of time. Relevance: It allows for realistic and probabilistic planning, acknowledging that while tasks have hard boundaries in terms of time, their actual durations can vary significantly.3. Finance and Economics Example: Modelling the behavior of asset returns within a confined interval, such as returns bound by zero (cannot lose more than 100%) and a potential upper gain limit. The Beta distribution can model such bounded uncertainties. Relevance: Useful for scenarios where returns are expected to follow certain patterns within a given range, adapting to the skewed nature of financial return data.4. Hydrology and Environmental Science Example: Predicting the proportion of an area that will be affected by certain environmental conditions, such as the extent of deforestation or the spread of a pollutant in a bounded region. Relevance: The Beta distribution is ideal for modelling phenomena that are naturally constrained within certain limits, like percentages and proportions.5. Healthcare and Medicine Example: Modelling the rate of drug efficacy where the response rate varies between zero (no effectiveness) and one (completely effective).Relevance: Helps in quantifying the variability in drug response rates among a population, acknowledging that responses are inherently limited between these two extremes.6. Machine Learning Example: In machine learning algorithms, particularly in Bayesian models, the Beta distribution is used to model the uncertainty in the probabilities being estimated, such as the click-through rates in online advertising. Relevance: By using the Beta distribution, developers can incorporate a realistic, probabilistic view of user interactions which inherently have bounds (a user either clicks or does not).These examples illustrate the broad applicability of the Beta distribution in modelling bounded data across various domains, benefiting scenarios where symmetry is not guaranteed and data points are constrained within a defined range. The flexibility in shaping the distribution makes it a powerful tool for handling real-world variability in a principled, statistically sound manner. Specifically targeting the 3 different Beta seen in the document Certainly, the various inflation factors associated with different shapes of the Beta distribution reflect its adaptability to model a wide range of data characteristics. Each shape parameter configuration of the Beta distribution (defined by α\alphaα and β\betaβ) will yield a different distribution form, influencing the inflation factor used in tolerance analysis for various engineering applications. Let’s discuss the specific Beta distributions mentioned in your images and their potential applications:1. Beta Distribution with α=3,β=3\alpha = 3, \beta = 3α=3,β=3 (c = 1.134)Distribution Shape: This configuration results in a symmetric, bell-shaped curve similar to a normal distribution but bounded between 0 and 1.Applications: This could be used to model phenomena where outcomes are centered around a mid-range value with less frequency at the boundaries. Example: Fraction of a machine’s operating life where it is at peak efficiency. Assuming peak efficiency occurs around the midpoint of its life with less likelihood at the beginning or end.2. Beta Distribution with α=2,β=2\alpha = 2, \beta = 2α=2,β=2 (c = 1.342)Distribution Shape: Also symmetric but with less peak and more spread than the α=3,β=3\alpha = 3, \beta = 3α=3,β=3 case, indicating a greater likelihood of values away from the mean. Applications: Suitable for modelling scenarios where variability is evenly spread but not extremely likely to hit the boundaries. Example: Distribution of certain quality metrics in manufacturing processes, such as fill level of a container where over- and under-fill are rare but spread evenly across the range.3. Beta Distribution with α=0.6,β=0.6\alpha = 0.6, \beta = 0.6α=0.6,β=0.6 (c = 2.023)Distribution Shape: U-shaped, indicating higher frequencies at the boundaries and lower frequencies near the middle. Applications: Ideal for situations where extreme values are more likely than central values. Example: Adoption rates of a new technology where initial and late adoption are high but lag during the middle phase. This can also model biological phenomena like allele frequencies in small, isolated populations where genetic drift results in high frequencies of certain alleles. Integration into Tolerance Analysis The selection of a specific Beta distribution for tolerance analysis should be informed by empirical data or historical observations that suggest how variability in the process or product dimensions behaves. The inflation factor ccc associated with each distribution is critical because it adjusts the computed tolerance intervals to account for the shape of the distribution, ensuring that calculated tolerances are robust and conservative enough to capture the true variability in the process. Higher ccc Value: Indicates a more conservative estimate, accounting for more extreme variability, as seen with the α=0.6,β=0.6\alpha = 0.6, \beta = 0.6α=0.6,β=0.6 distribution. Lower ccc Value: Suggests a tighter control or less variability, as seen with the α=3,β=3\alpha = 3, \beta = 3α=3,β=3 distribution. Specifically regarding glass manufacturing, something interesting for industrial applications where you want to know the specs of the edges of the glass section more than you care the center thickness for instance: we mentioned Beta also for glass manufacturing. This is again interesting since, as in the infotainment module, these are usually finished with a cover glass layer that is what the end user (the driver) sees. Indeed, the use of the Beta distribution to model variability in glass manufacturing, particularly for automotive applications like infotainment systems, offers a robust approach to quality control and design. This is especially relevant for cover glass layers in such systems, where aesthetic and functional qualities must meet strict standards. Application of Beta Distribution in Glass Manufacturing In the context of glass used for automotive infotainment systems, several factors make the Beta distribution a suitable choice: Bounded Nature of Specifications: Glass dimensions and thickness need to stay within strict upper and lower limits to ensure proper fit, functionality, and appearance. The Beta distribution, with its capability to model variables constrained within a range, is perfect for this. Variability of Thickness and Quality: The production process for glass, especially when tempering or chemical strengthening is involved, can lead to variations in thickness and quality across a sheet. The variability tends to be more controlled near the center than at the edges, potentially leading to a distribution that isn’t symmetric. Aesthetic Considerations: For infotainment systems, where the user interacts directly with the glass, qualities such as thickness, color consistency, and light transmission must be precisely controlled. These qualities can vary slightly due to differences in material batches, temperature conditions during processing, and cooling rates, all of which can be modelled by adjusting the shape parameters of a Beta distribution. Examples of Beta Distribution Parameters in Glass Manufacturing Symmetric Distribution ( ): Used when the manufacturing process is highly controlled and deviations around a central value are expected, but still within a bounded range. This could model the overall thickness across a batch of glass where central thickness is most common, but variations towards the edges are less likely. Skewed Distribution ( ): Useful for situations where one type of deviation is more common than another. For example, if cooling rates vary more significantly on one side of a glass sheet, it could lead to more deviations in thickness on that side, which would be modelled by a Beta distribution with unequal parameters. Integrating Beta Distribution into Quality Assurance In practical terms, employing a Beta distribution for tolerance analysis in glass manufacturing involves: Data Collection: Gathering extensive data on the dimensions and quality characteristics of the glass sheets as they come off the production line. Parameter Estimation: Using statistical methods to estimate the α\alphaα and β\betaβ parameters that best fit the observed data. Tolerance Analysis: Calculating tolerance intervals using the estimated distribution to ensure that the majority of the production meets quality standards. For automotive glass manufacturing, especially for components like infotainment system covers, utilizing a Beta distribution offers a methodologically sound, statistically robust way to model and anticipate product variability. This ensures that the finished products not only look and feel consistent with high quality but also fit precisely within the designed tolerances of the infotainment module assembly. Conclusion Understanding the characteristics of different Beta distributions and their associated inflation factors allows engineers and quality professionals to better match their tolerance analysis model to the actual behavior of the data, enhancing the accuracy and reliability of their engineering designs and manufacturing processes. Each Beta shape has unique applications based on the expected distribution of the measured variable, guiding the decision-making in process control and product design. Pepe on Half Cosine Waves: Finally, on the half cosine wave, you mention audio equipment where conical shapes are frequent. Is this due to the special mathematical properties of the geometry of the cone? Is then this applicable anywhere a cone is produced? ChatGPT says: The mention of the half cosine wave density in the context of audio equipment, particularly for conical shapes such as speaker cones, is indeed linked to the mathematical properties and physical behaviours of cone-shaped objects. However, the application of this distribution is not solely due to the geometry but also how the material properties and manufacturing processes interact with that geometry. Why Half Cosine Wave Density for Conical Shapes in Audio Equipment Vibration and Sound Distribution: The conical shape of speaker components plays a critical role in how sound waves are distributed and transmitted. The cone must vibrate in a specific, controlled manner to create the desired acoustic output. The distribution of material properties—such as thickness, stiffness, and density—across the cone can often mimic a half cosine wave pattern, where the properties vary in a sinusoidal manner from the apex to the base. Manufacturing Variability: During the manufacturing of these cones, the material might be deposited, molded, or shaped in such a way that thickness or density varies along the length of the cone. This variation can often follow a cosine wave pattern due to how the material is applied or due to inherent properties of the material as it is shaped or treated. General Applicability to Other Conical Productions The use of the half cosine wave density is not universally applicable to all manufactured conical shapes. Whether or not it applies depends significantly on a few factors: Material Distribution and Functionality: If the functionality and performance of the conical part depend critically on how material properties are distributed across the shape (similar to speaker cones), and if these properties vary in a sinusoidal pattern, then modelling this variation with a half cosine wave density might be appropriate. Manufacturing Process: The specific manufacturing process can also influence whether the half cosine wave density is suitable. For instance, processes that involve spinning, dipping, or gradient material deposition might lead to variations that could be well-described by this distribution. Examples Beyond Audio Equipment Aerospace and Aviation: Conical shapes are common in components such as nose cones or turbine blades. If the material properties such as thickness or density need to vary in a pattern that affects performance (e.g., aerodynamics or heat resistance), and this variation follows a sinusoidal pattern, the half cosine wave density could be a good model. Art and Design: In sculptures or other artistic fabrications that use conical shapes and require a specific variation in material properties for aesthetic or structural reasons. Conclusion The choice to use a half cosine wave density should be backed by both empirical data and a theoretical understanding of how material properties affect the component’s functionality. For speaker cones, this distribution might naturally arise due to the specific needs of sound wave propagation and the manufacturing techniques used. In other applications, a careful analysis of both the end-use requirements and the manufacturing process is essential to determine if such a distribution is suitable. Then, when we say: During the manufacturing of these cones, the material might be deposited, molded, or shaped in such a way that thickness or density varies along the length of the cone. This variation can often follow a cosine wave pattern due to how the material is applied or due to inherent properties of the material as it is shaped or treated, you mean for instance that if I must create a 2D drawing for my supplier of cones, we can use, say, the normal assumption for the diameter of the cone base, but the half cosine wave for the thickness of the body length? Exactly. When drafting a 2D drawing or providing specifications for the manufacturing of conical parts like speaker cones or other similar components, you can indeed differentiate the assumptions about the distribution of variability for different dimensions based on their manufacturing processes and functional requirements. Applying Different Statistical Distributions to Different Aspects of a Cone: Base Diameter: Assumption: Normal distribution Rationale: The diameter at the base of the cone is typically subject to controlled manufacturing processes where the machinery and tools used have high precision, leading to variability that is likely to be symmetrical and centered around a target value. The normal distribution is a natural choice here due to its ability to model random deviations that have a mean (the target or ideal diameter) and a variance (reflecting the spread of measurements).Thickness Along the Cone’s Length: Assumption: Half cosine wave distribution Rationale: The thickness of the cone’s body might vary in a predictable pattern along its length due to the way the material is deposited, molded, or shaped. If the process inherently leads to variations that increase towards the base and decrease towards the tip (or vice versa), this might be effectively modelled with a half cosine wave. This pattern might arise due to gravitational effects on the material during setting, centrifugal forces if the cone is spun during manufacturing, or material distribution techniques that aim to optimize the cone’s acoustic properties. How to Implement This in Design Specifications: Drawing Annotations: On your 2D drawing, you can specify the expected normal distribution parameters (mean and standard deviation) for the base diameter. For the thickness variation, annotate the drawing to indicate that the thickness follows a half cosine wave distribution, specifying any critical points where thickness measurements are most critical or where deviations are most or least acceptable. Manufacturing Notes: Include notes or a supplementary document that explains the rationale for these distribution choices, especially for the half cosine wave assumption. This helps ensure that the manufacturer understands the functional importance of these variations and adheres to the specifications more precisely. Quality Control: Define different quality control measures for each dimension. For the diameter, traditional methods like calipers or micrometers can be used to measure and verify that the dimension is within tolerance. For thickness, a more tailored approach might be necessary, possibly involving profile measurements along the length to verify the cosine wave pattern. By applying these principles, you provide clear, data-driven instructions that are tailored to the unique manufacturing and functional requirements of the cone, ensuring that the final product meets both dimensional and performance standards. This approach not only improves the reliability of the component but also enhances communication and understanding with your suppliers, leading to better overall outcomes in manufacturing and application.